

Быстровозводимые здания на сегодняшний день имеют большую популярность, и спрос на них только растет. Монтаж металлических балок представляет основой этап возведения таких конструкций. Балки из металла служат каркасом и выполняют несущую функцию. В большинстве случаев используют двутавры из высококачественного металлопроката.
Металлические балки – распространенное решение для обустройства перекрытия зданий самого различного предназначения. Мы предлагаем изготовление и монтаж металлических балок перекрытия собственными силами. Мы обеспечиваем высокую точность, надежность и безопасность готовых сооружений.
 Балка цена
Балка цена
Монтаж металлической балки
Процесс установки балок так же, как и колонн, включает операции захвата, подъема, установки на опоры или заводки встык, выверки и закрепления.
- Стальные балки захватывают стропами или клещами.
- Под стропы укладывают защитные прокладки.
- Легкие балки, ригели и т.п. можно поднимать группами в обойме, что дает возможность лучше использовать грузоподъемность крана.
- Балки поднимают и на весу опускают на опоры.
- Наводят балки на опоры рабочие, находящиеся на подмостях, установленных на колоннах.
- Тяжелые балки (например, подкрановые в мартеновских цехах и др.) монтируют из отдельных элементов, соответствующих грузоподъемности монтажного крана.
- Для опирания частей балок до их окончательного закрепления в местах их стыковки в пролете устанавливают временные монтажные опоры.
- Тяжелые балки можно также поднимать целиком двумя кранами большой грузоподъемности.
- Экономичность выбранного способа должна быть проверена расчетами.
- Балки перекрытий и подкрановые балки выверяют в процессе их установки до снятия крюка крана.
- Подкрановые пути, требующие повышенной точности установки, выверяют участками (между температурными швами) после того, как выверены и закреплены конструкции основного каркаса здания (колонны, фермы, связи, балки).
- Выверка подкрановых балок геодезическими инструментами, уровнем и стальной лентой включает проверку их положения в плане, отметок верхних поверхностей, вертикальности стенок, расстояния между двумя параллельными балками, разности уровней балок в стыках, смещения в стыках.
- Положение балок исправляют ломиками, металлическими подкладками и домкратами.
- Отклонения от проектных размеров не должны превышать допускаемых СНиП.
- Балки закрепляют заклепками, болтами (высокопрочными, нормальной и повышенной точности) и сваркой.
- Для временного закрепления балок, стыкуемых на заклепках и болтах, надо заполнить не менее 40% отверстий, в том числе 10% пробками и 30% болтами.
- Сварные стыки временно прихватывают.
- Количество, размеры и длину прихваток, воспринимающих монтажные нагрузки, определяют расчетом и указывают на чертежах.
Балка цена за метр

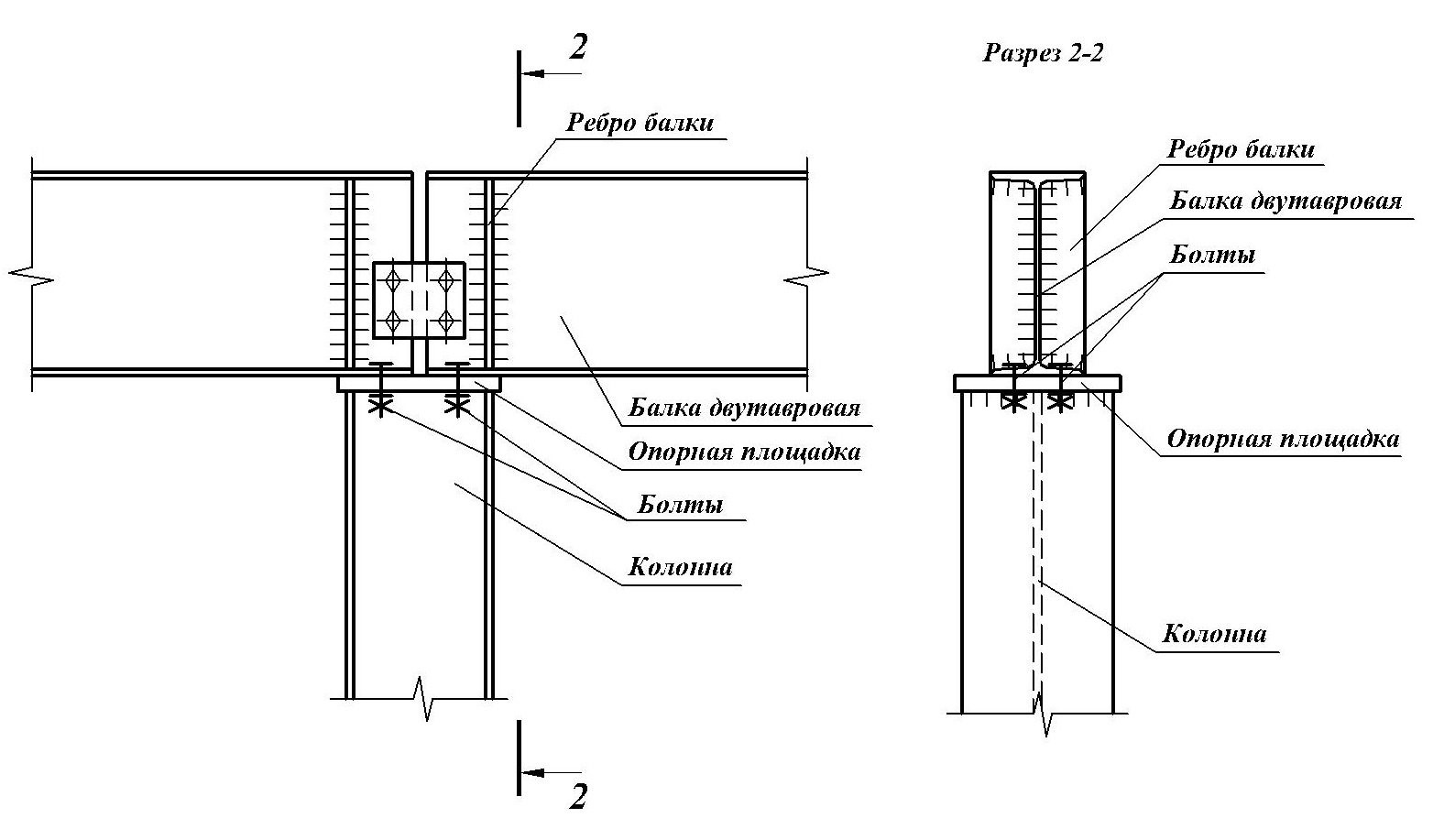
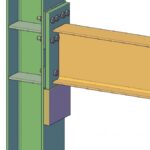
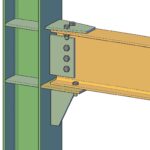
Обработка стыков балок, колонн и ферм
Стыки стальных колонн, балок, ферм закрепляют болтами нормальной и повышенной точности, высокопрочными болтами и электрической сваркой. Сборку узлов конструкций стальных каркасов на заклепках применяют редко, главным образом в цехах с тяжелым температурным режимом и большими крановыми нагрузками (сталеплавильных, прокатных и др.), а также в мостовых конструкциях.
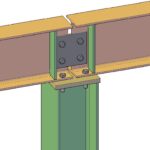
Установка болтов нормальной и повышенной точности – несложный процесс. Под головки болтов и под гайки подкладывают шайбы. Гайки завертывают пневматическими или электрическими гайковертами или ручными ключами. После затяжки гаек для их закрепления устанавливают контргайки, прихватывают их электросваркой или на нарезке делают насечки.
Высокопрочные болты отличаются от обычных тем, что обеспечивают такое плотное сжатие, при котором силы трения, возникающие между соприкасающимися элементами пакета, передают расчетные усилия, действующие на стык или узел. Чтобы избежать смятия металла под головкой и гайкой болта, под них подкладывают шайбы, изготовленные также из высокопрочной стали.
Для обеспечения требуемой по расчету величины коэффициента трения все соприкасающиеся поверхности элементов стыков и узлов, стягиваемые высокопрочными болтами, должны быть до их сборки тщательно очищены пескоструйными аппаратами, металлическим порошком, обжигом или иным способом. Гайки высокопрочных болтов закручивают до получения расчетной величины крутящего момента сначала пневматическими гайковертами, затем докручивают специальными тарированными ключами.
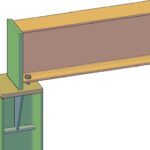
Электросварка стыков — самый распространенный вид монтажных соединений большинства стальных конструкций. Применяют ручную и автоматическую сварку.
Наиболее распространена на монтажных работах ручная электродуговая сварка, позволяющая выполнять швы в любом пространственном положении: нижнем, вертикальном, горизонтальном на вертикальной поверхности и потолочном. Для ручной сварки применяют электроды со специальным покрытием. Их диаметр зависит от толщины свариваемого металла. На монтажных работах применяют в основном электроды типов Э42,42А, Э46,46А, Э50,50А, Э55 и пр. Число обозначает величину временного сопротивления наплавленного металла, а буква А — повышенное значение относительного удлинения и ударной вязкости.
Свариваемые при монтаже элементы можно соединять стыками различных типов: без скоса кромок; с Y и Х-образными швами со скосом одной или двух кромок; угловыми без скоса или со скосом одной кромки; тавровыми без скоса, с одним или двумя скосами одной кромки и нахлестанными швами. Сварка при любом из этих типов стыковых соединений может быть односторонняя или двусторонняя.
Купить балки цена
Швы
Швы большой протяженности вручную сваривают участками длиной 300 – 400 мм. Направление сварки каждого участка противоположно направлению сварки всего шва. Этот метод, называемый обратноступенчатым, обеспечивает минимальные остаточные напряжения.
При толщине металла более 8 мм сварной шов образуют в несколько слоев одним из распространенных способов: секционным или горкой.
Автоматическую сварку под слоем флюса применяют только для швов, расположенных горизонтально, так как в наклонном и вертикальном положении флюс удержать трудно.
Швы металлических конструкций толщиной 16 мм и более в наклонном и вертикальном положении соединяют электрошлаковой автоматической сваркой.
Качество сварных швов стальных конструкций проверяют внешним осмотром, магнитографическим методом, ультразвуком, химической реакцией, керосином и вакуум-методом. Швы законченных сборкой резервуаров проверяют также гидравлическим способом (водой) или пневматическими испытаниями. Внешним осмотром через лупу 5 или 10-кратного увеличения или невооруженным глазом определяют наружные дефекты сварных швов. Перед осмотром швы очищают от ржавчины, грязи и заусенцев. Обнаруженные дефекты отмечают мелом для исправления.
Просвечивание основано на способности рентгеновских или гаммалучей проникать через толщу материала. С одной стороны на магнитных держателях закрепляют аппараты для просвечивания, а с обратной стороны — чувствительную фотопленку. В местах шва, где имеются поры или шлаковые включения, на пленке образуются более темные пятна. Просвечиванием, согласно СНиП, проверяют только часть швов. При обнаружении дефекта количество проверяемых швов удваивают.
Магнитографическим контролем швов обнаруживают поля рассеяния, которые образуются в местах дефектов при намагничивании контролируемых конструкций и фиксируются на эластичной магнитной ленте.
Ультразвук дает возможность обнаружить дефекты вследствие различного отражения направленного пучка высокочастотных звуковых колебаний от металла (сплошного сварного шва) и пустот в шве. Места контроля обильно покрывают маслом для обеспечения акустического контакта.
Химическая реакция воздействия аммиака на 4%-ный раствор фенолфталеина или 5%-ный раствор нитрата ртути используется при испытании швов, открытых только с одной стороны, например в днищах резервуаров. Для этого под днище в нескольких местах вставляют трубки, через которые подают аммиак. Чтобы последний из под днища не просачивался, днище вдоль кромки обмазывают глиной так, чтобы между ним и основанием, на котором оно лежит, не оставалось зазоров. Швы днища смазывают водно-спиртовым раствором фенолфталеина или накладывают полосы марли, смоченные в растворе нитрата ртути. Если в швах есть поры, аммиак, проникая сквозь них, вступает в химическое взаимодействие с реагентами, которыми обмазаны сверху швы днища, окрашивая фенолфталеин в бурый цвет, а нитрат ртути — в зависимости от того, окисная она или закисная,— в белый или черный цвет. Нитрат ртути дает более четкие показания, чем фенолфталеин, на который может повлиять некачественная очистка швов.
Керосином испытывают на плотность швы резервуаров, труб и др. листовых конструкций. Используя его высокие проникающие свойства, можно обнаружить мельчайшие капиллярные отверстия. Для этого шов с одной стороны смазывают керосином, а с другой — наблюдают за ним. Если через 4—8 ч на поверхности не будет обнаружено керосиновых пятен, значит, шов достаточно плотен. Чтобы легче было обнаружить пятна керосина, рекомендуется сторону, не смазанную им, обмазать разведенным в воде мелом или каолином. Керосин образует на обмазке после ее высыхания желтые пятна в местах не провара.
Металлическая балка цена
Квалифицированный монтаж стальных балок производится по предварительно разработанному плану производства работ. ПК «Металлоконструкции» действует в строгом соответствии с проектом, при необходимости документация и ППР разрабатываются специалистами компании. Монтажное подразделение предприятия укомплектовано аттестованным персоналом, имеющим все необходимые допуски. Руководство монтажом осуществляется опытными инженерами, имеющими солидный стаж успешной работы.
Мы производим оригинальные и типовые металлоконструкции любой сложности – от лестниц и заборов до несущих каркасов зданий и мостов. Используем только качественный металлопрокат, работаем с любым металлом – от алюминия до стали. Осуществляем все виды металлообработки – высокоточную резку, чистую сварку, а также рубку, гибку и другие работы.
ПК «Металлоконструкции» — осуществляет работы от проектирования, до монтажа, готовы предложить вам консультацию со специалистами (8 (812) 603-49-30), доставку и самовывоз готовых конструкций – всё это по выгодным для Вас условиям!
При оптовом заказе действуют специальные предложения!